


Nutrition, for most species, has currently reached high levels of improvement that have led to excellent productive results in livestock production. Among them, mycotoxins have become an important contaminant in feed and food.
Universidade Federal de Santa Maria (UFSM)
Department of Preventive Veterinary Medicine
Mycotoxicological Analysis Laboratory (LAMIC), Santa Maria, Rio Grande do Sul, Brasil. www.lamic.ufsm.br

Nutrition
Nutrition, for most species, has currently reached high levels of improvement that have led to excellent productive results in livestock production.
Adequate nutrition and handling, as well as controlled health status and high genetic quality, , have all led to the emergence of other limiting factors that impact production and that had not been noticed before.
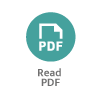
POSSIBLE SAMPLING STAGES
Mycotoxins are one of these new challenges, and due to financial and health status reasons, they have become one of the factors that receive increasingly more attention.

Mycotoxin detection
These circumstances alone represent a non-resolved problem in the precise diagnostics of mycotoxins. Thus, decision making regarding the possible procedures to be applied when receiving the cereals and along the feed processing chain generates a certain level of uncertainty
(Whitaker et al. 2011).
Due to the fact that the decision on the destination and the control measures regarding the raw material or feed depends on the results of the analysis, sampling represents the most critical step of the process, paying more attention to the samples collected for humidity evaluation, for example.
Hereafter, we present some of the steps between harvesting and the process of production in which sampling can be done.
Sample collection for mycotoxin control is the most critical step of the process and must be addressed with the utmost attention
SAMPLING STAGES - At harvest time
However, the need for ultra-fast analytical detection methods impedes its use, with the exception of high-quality products that are usually not raw materials used in animal feed.
At the Grain Reception Unit
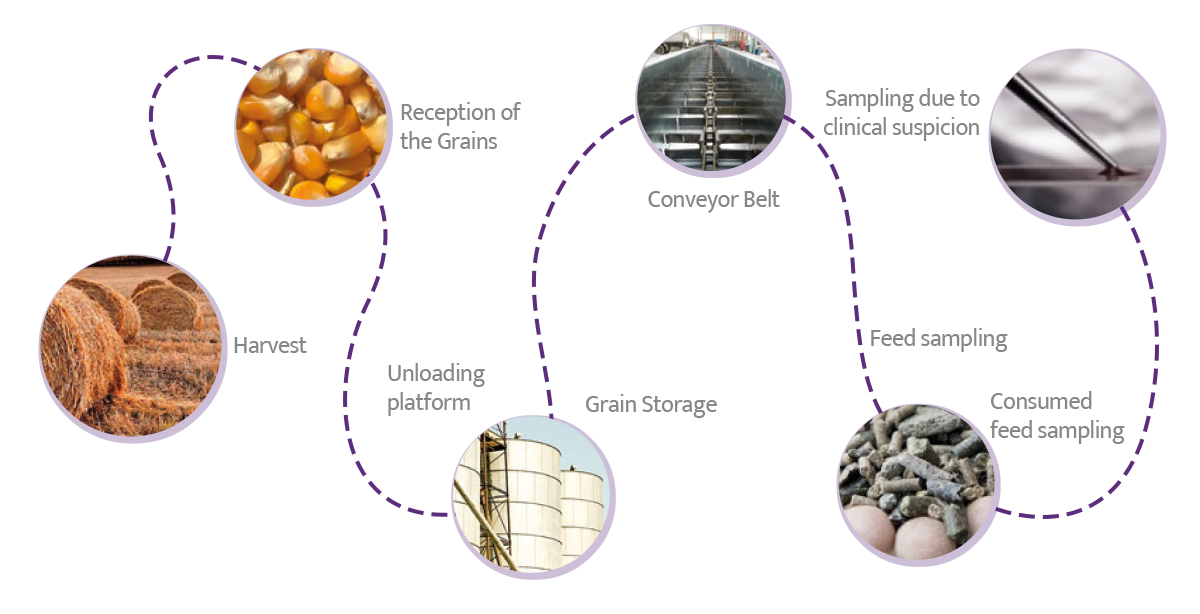
Using sample collectors such as a manual shovel is usually the most used way of taking samples in most small units.
It is essential to collect samples from at least 6 or 10 points, depending on the size of the truck, and the recollection must always be even throughout all the load, following the indications described in Figure 1(Mallmann et al. 2013) .
When using pneumatic sample collectors, the same rules must be followed.
On Unloading Platforms
Sample collecting when unloading the raw material has pros and cons.
Advantages
Extraction speed and better uniformity, as the recollection is done while the material is in movement
Disadvantages
Difficulty separating different batches of cereals because they are unloaded in the same tank, which can have any kind of contamination, and the great amount unloaded makes it a costly process
Sampling in
Cereal Storage Units
It is possible to sample the silos and storage facilities with pneumatic probes that allow the recollection of all the samples profiles of the silo. Currently, there are studies in this area because sampling at this point offers information in advance, allowing for better allocation of the raw materials adjustments in their nutritional matrix (Mallmann et al. 2014).
During internal transportation
Sampling whole and milled grains
The movement of raw materials inside the processing systems ("Redler" type chain conveyors and belt conveyors) allow to homogenize the materials and, thanks to this, obtain samples that enable a more precise evaluation of the mycotoxins.
Collecting samples of whole grains is usually easier, but the representiveness of the sample collected is higher if it is milled beforehand, as it fragments the grain in several particles that are dispersed, making the results more reliable.
If extraction before milling is not possible, it is recommendable to do a global sample collection before reducing the volume in order to send a smaller sample for its nutritional analysis in the laboratory.
Collecting samples of whole grains is usually easier, but the representativeness of the sample collected is higher if it is milled beforehand
The most practical system is with a 45-degree hole in the screw conveyor passing through the spiral. This system allows small portions of the raw material to be collected while the material passes through the spiral.
It is advisable to use the system during the transport stage, when the mixture is homogenous, in other words, before the segregation stages.
When collecting samples in this dynamic process, we must respect the sample olume per batch in kg de =√(20 x tonnes per batch).. his way, with a later sample (in case of whole grains) we will obtain more representative samples (Mallmann et al. 2014).
DYNAMIC SAMPLING SYSTEM AT THE HOLE IN THE SCREW CONVEYOR
Mycotoxin Risk Assesment -MRA- is a parameter to keep in mind when making decisions about using or not using an anti-mycotoxin additive (AMA)
Sampling finished feed
This sampling allows the evaluation of the actual contamination of the food destined to consumption. At this level, the sampling is closer to reality when evaluating the risk of mycotoxin contamination.The samples collected will be more representative because the process of premixture allows for better dispersion of the contaminated particles.
The analytical methods based on liquid chromatography (HPLC) are the only ones that are precise enough for evaluating in advance and making decisions about monitoring the feed, but in reality, the result, in most cases, is only obtained when the animals have already consumed the ration.
Sampling at the point of feed consumption
It is only recommended to do it at this point in case of suspicion of poor conservation conditions or long storage periods, factors that increase the risk of mycotoxins being present.
Sampling based on clinical suspicion
Strict monitoring of the sampling
After recollection, the samples must be stored and sent out in ideal conditions for their conservation and subsequent analysis through HPLC.
FREQUENCY OF THE ANALYSIS
The MRA -Mycotoxin Risk Assessment- must be based on the data history that is capable of showing the trends and critical points. Thus, the frequency should be of at least a daily sample. Weekly samples -at least five- will be used to establish the average contamination and percentage of positivity that will be used to calculate the MRA.
- The volume of feed production
- The heterogeneity of the material used as a sample
- The sensitivity of the species
- The age category
- The frequency of production of the feed
It is equally important to do a correct sampling as to know the necessary frequency of the analysis
Mycotoxin analysis
DIAGNOSTIC METHODS
ELISA kits (Enzyme Linked Immuno Sorbent Assay)
HPLC (High Performance Liquid Chromatography)
The possibility of in situ analysis
Low operating cost
User-friendliness
This diagnostic system is to be used in raw materials (corn, wheat...) and is not recommended in the finished feed, which limits its reliability when making important decisions.
STAGES OF ANALYSIS & CONTROL
ELISA kits offer the possibility of in situ analysis, at a low operational cost and easy usageIf later on a more thorough analysis is needed to determine the exact qualitative and quantitative contamination parameters, then chromatographic methods, such as modern liquid chromatography coupled to mass spectrometry (LC-MS/MS), offer reliable results that are more adequate for making decisions based on the results Image 1.
Obviously, for this, the methodology must preferentially be in compliance with the international regulations ISO/IEC 17.025 .
Image 1. Liquid Chromatography coupled with Sequential Mass Spectrometry (LC-MS/MS) equipment used for the quantification of mycotoxins.

INFORMATION USAGE
A follow-up period of no less than 6 months makes it possible to observe inflections in the MRA that change depending on the positivity and the contamination. The information obtained will be used to:
- Assign the correct destination to this material until obtaining the final product
- Withdraw products
- Use Anti-Mycotoxin Additives (AMA)
- Discard the mycotoxin factor when diagnosing performance problems, etc.
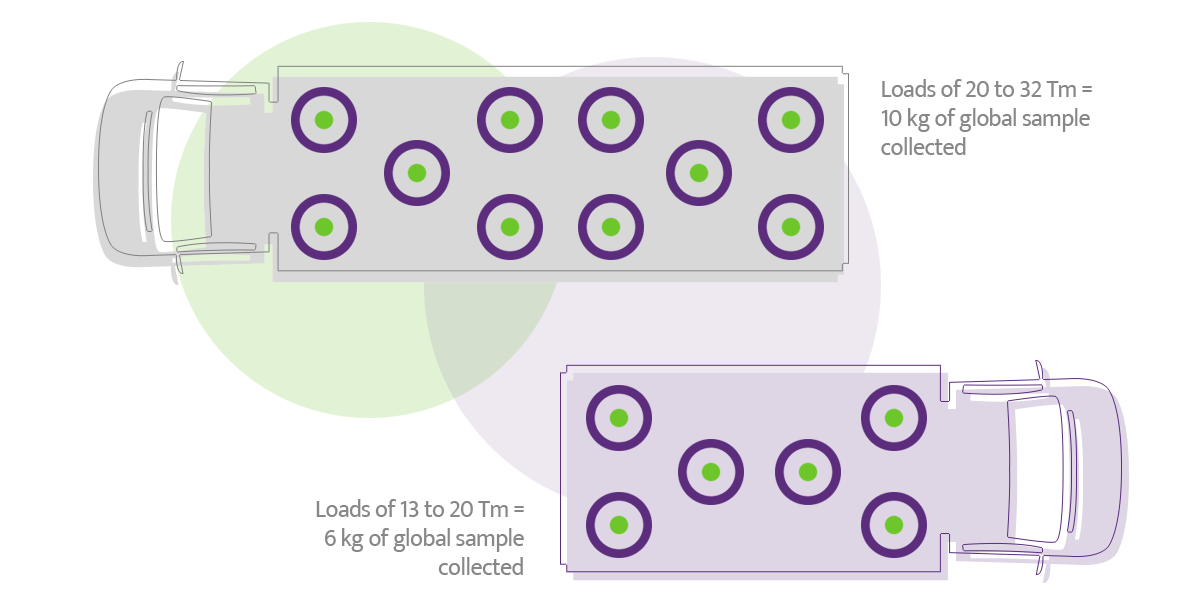
MYCOTOXIN RISK
Graphic 1. Weekly Mycotoxin Risk at a feed mill
Graphic 1shows an example of a certain MR at a feed mill. The MR is used as a parameter when making decisions about using or not using an Anti-mycotoxin Additive (AMA) with tested effectiveness -in vivo evaluation following the recommendations from the Brasilian Agricultural and Livestock Ministry's Task Force- against each mycotoxin in the different animal production species. The decision about the acceptable MR limit for using or not an ingredient or an AMA varies depending on the situation of each feed mill, the target species, the production stage, nutrition, genetics, health, handling, and other associated factors.
Mycotoxin Risk
CONCLUSIONS
- The presence of mycotoxins in the animals' diets can lead to important losses in the production chain.
- Its control depends on the application of the correct policies regardingagricultural practices, and the production and storage systems,that are the root of the problem.
- The investigation in these areas has improved, leading to better productive and financial results in livestock production, as well as improving feed security in the food destined to human consumption.
- The considerable presence of mycotoxins in the main components of the diet makes it important to adopt continuous monitoring programs for raw materials and feed destined to feeding animals.
- Monitoring allows for mycotoxin risk management, establishing the technical criteria for decision making.
- Strategic use of Anti-Mycotoxin Additives in contaminated diets is important because once the toxin is formed, the process of purification is costly and impractical.
 Micotoxicosis prevention
Micotoxicosis prevention

